
PERCOTHERM (RÉCUPÉRATEUR À «CONTACT-DIRECT»)
Efficacité pouvant atteindre 100%, gaz de cheminée refroidis jusqu'à 10°C
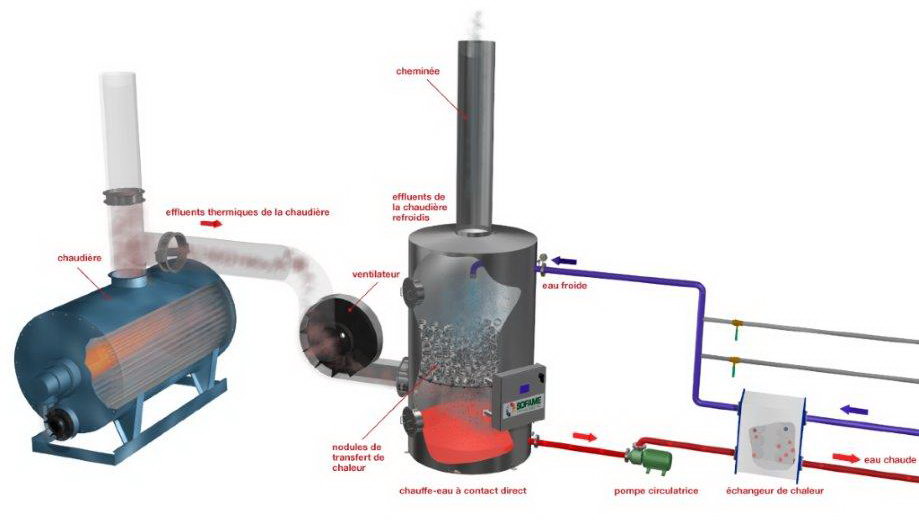
Le PERCOTHERM est un récupérateur de chaleur à «CONTACT-DIRECT» qui chauffe de l'eau avec la chaleur résiduelle contenue dans les produits de combustion des chaudières. La température de l'eau chauffée peut atteindre 60°C.
Le PERCOTHERM est un récupérateur de chaleur à «CONTACT-DIRECT» qui chauffe de l'eau avec la chaleur résiduelle contenue dans les produits de combustion des chaudières. La température de l'eau chauffée peut atteindre 60°C.
Percotherm®
1Fonctionnement
L'eau froide entre à la partie supérieure où elle est distribuée uniformément sur toute la surface du média de contact constitué de nodules en acier inoxydable, à travers lesquels elle descend en cascade et se réchauffe en entrant directement en contact avec les produits de combustion qui remontent à contre-courant.
Les produits de combustion proviennent de chaudières existantes.
L'eau chauffée est ensuite pompée directement vers le procédé, ou est circulée à travers des échangeurs à plaques pour transférer l'énergie à d'autres fluides.
2Applications
Préchauffage d'eau chaude domestique, d'air frais (boucle de glycol), de l'eau d'appoint des chaudières à vapeur, et d'eau de procédé.
3Capacités
Le récupérateur à contact direct PERCOTHERM est disponible pour des capacités de chaudières de 1000 à 30000 kW. Pour une capacité supérieure veuillez consulter SOFAME.
Economizers
1Avantages
- Très haute efficacité; jusqu'à 100% sur PCS. (amélioration de l'efficacité saisonnière des chau-dières de plus de 20%).
- Sortie des produits de combustion à une température maximale de 5°C supérieure à la température d'entrée d'eau.
- Entretien réduit.
- Réduction des émissions polluantes à l'atmosphère.
- Aucune surveillance requise (n'est pas un appareil sous-pression).
- Réduction de capacité de chaudières.
- Peut s'installer à l'extérieur.
2Marchés
- Industriel
- Commercial
- Institutional
3Construction of a Condensing Stack Economizer
All wetted components and materials, including the unit's shell and the packing, are entirely fabricated of stainless steel, and are covered by a 5 year guarantee.
Flue Gas Condensers
1Introduction
Flue gases from large boilers are typically 450 - 650°F. Stack Economizers recover some of this heat for pre-heating water. The water is most often used for boiler make-up water or some other need that coincides with boiler operation. Stack Economizers should be considered as an efficiency measure when large amounts of make-up water are used (ie: not all condensate is returned to the boiler or large amounts of live steam are used in the process so there is no condensate to return) or there is a simultaneous need for large quantities of hot water for some other use.
The savings potential is based on the existing stack temperature, the volume of make-up water needed, and the hours of operation. Economizers are available in a wide range of sizes, from small coil-like units to very large waste heat recovery boilers.
Flue Gas Condensers that are used when water and flue gases come in direct contact with each other.
2How They Work
Boiler stack economizers are simply heat exchangers with hot flue gas on one side and water on the other. Or, in direct contact condensing units, the make-up water is in direct contact with the flue gases.
Economizers must be sized for the volume of flue gas, its temperature, the maximum pressure drop allowed through the stack, what kind of fuel is used in the boiler, and how much energy needs to be recovered. Economizers designed for natural gas only, would likely plug-up if installed on a coal boiler and would face increased risk of corrosion if installed on an oil-fired boiler. Some units are designed to keep the flue gases above condensation temperature, and others are made of materials that resist the corrosive effect of condensed flue gases.
3Economics
The savings potential is a function of how much heat can be recovered, which is a function of how much cold water needs to be heated. A generally accepted "rule of thumb" is that about 5% of boiler input capacity can be recovered with a properly sized economizer. A higher percentage can be recovered with a Flue Gas Condenser, assuming there is enough cold water to condense all of the flue gas that is available. Therefore, for 'ball parking' purposes, start by comparing boiler input capacity with the need to heat water.
For example: consider a 500 hp boiler with a gas input of 20 million BTUs per Hour.
20,000,000 BTUs x 5% = 1,000,000 BTUs (100% Load Factor)
1,000,000 BTUs / (1,200 BTUs per Gallon of 200F water) = 833 Gallons per Hour
(1,000,000 BTUs / 80% efficiency) = ~1.2 MCF x $7.00 per MCF Natural Gas = $8.40 per Hour Value
Savings is reduced by 50% for a 50% Load Factor, etc.
If there is a need for that much hot water, the savings potential of $8.40 per hour would be multiplied by the number of boiler run hours, or the number of hours that the hot water can be used. In each application, be sure to consider the boiler Load Factor, the efficiency that the hot water is otherwise produced at, the cost of natural gas, and the installation cost of the equipment.
If the economizer would be used to heat boiler make-up water, it is necessary to determine the volume and temperature at the inlet of the economizer. The lower the amount of condensate return, the higher the volume of make-up water and the higher savings potential.
An economizer that recovers 5% of boiler input should easily have a 2 year payback in a year-round application.